
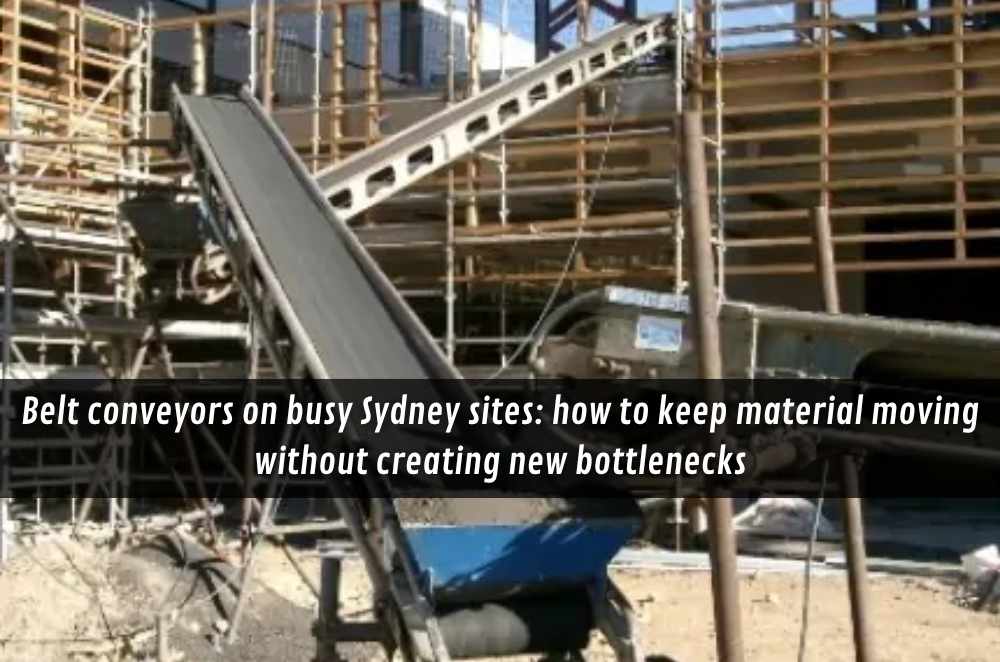
When a plant’s moving parts face dust, heat, and constant starts and stops, the belt rubber takes the hit first. The right compound keeps materials flowing smoothly, saves pulleys from early wear, and helps crews avoid constant clean-ups. If you’ve ever worked in an environment where a line shuts down because of frayed edges or tracking issues, you’ll know how quickly productivity suffers. That’s why choosing a rubber conveyor belt that matches your operation’s conditions isn’t just smart engineering — it’s common sense. It’s about picking something that can handle the pressure without fuss, and that keeps doing its job long after other components start to complain. In the following sections, we’ll unpack how to match the right rubber type with your material, environment, and maintenance routine, so your conveyor system stays reliable, day after day.
Why the choice of belt rubber matters in the Australian plant
Australia throws up long runs, harsh dust, and big temperature swings. Rubber and carcass choices need to suit that mood, or you’ll see premature wear, hardening, or splice grief. A few practical checks help you land on a durable setup:
Match cover to duty: abrasion for sharp rock; heat for foundry or hot product; oil-resistant where grains or chemicals are in play.
Keep an eye on bend radius: undersized pulleys punish the cover and splice.
Align geometry with reality: trough angle, transitions, and take-up travel drive tracking behaviour.
Protect loading zones: impact beds and proper chute design stop the belt from doing the job of a shock absorber.
In the field, I’ve seen the smallest design tweaks pay off. One quarry had persistent edge fray from off-centre loading; shifting the drop point and stiffening the carcass, one class stabilised tracking and lifted belt life without touching the drive.
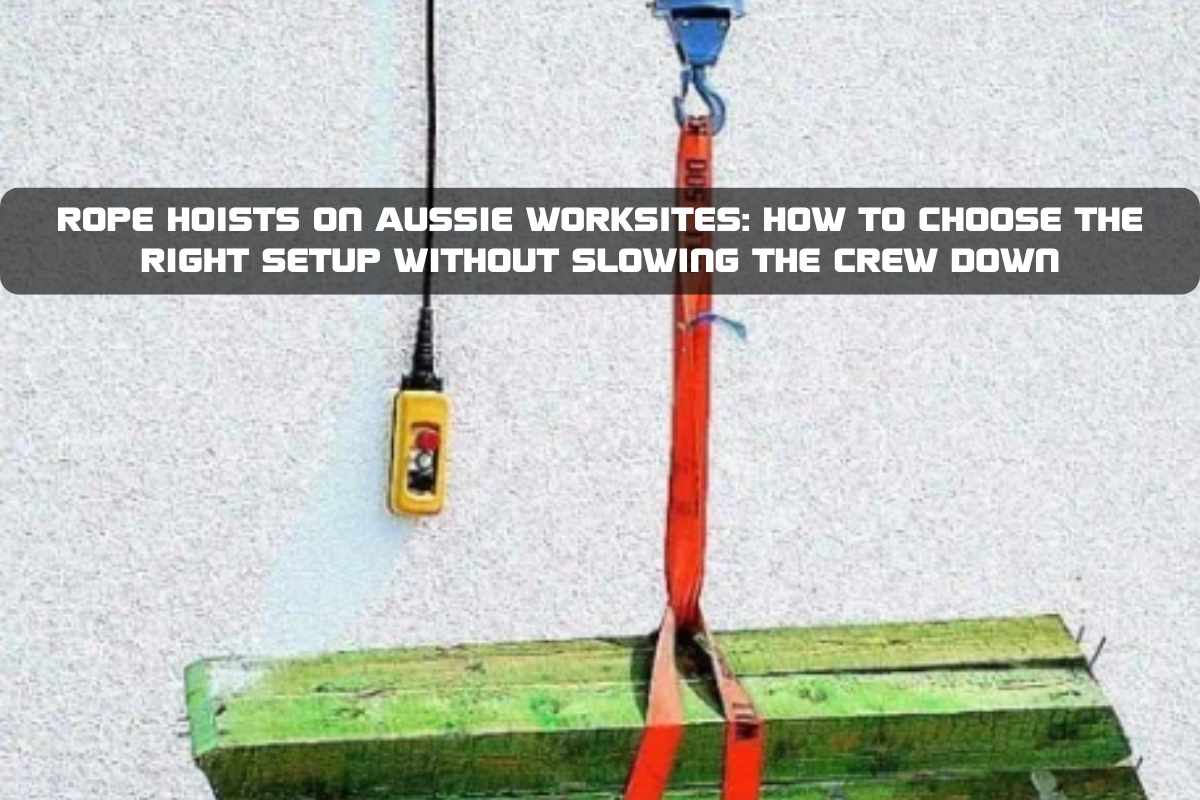
Safer maintenance and handling around conveyors
Guarding gets most of the attention, but the daily wear and tear usually lands on the people maintaining the system — the ones cleaning rollers, tensioning belts, or splicing joins. Good design reduces awkward lifts, and clear routines keep hands clear of pinch points. In real-world setups, a solid maintenance plan works best when it’s backed by awareness of workplace manual handling safety, ensuring crews handle belts and tooling with less strain and more control. Integrating this mindset means every adjustment — whether tightening a scraper or changing a pulley — is planned with people in mind, not just machinery.
Standardise belt clamps, lifters and stands so teams don’t improvise.
Place isolation points where the work happens; label them plainly.
Keep scrapers sharp and set correctly to reduce build-up that crews otherwise have to scrape by hand.
Document splice methods and inspection intervals so quality doesn’t depend on memory.
From experience, a short “10–30–90” rhythm works well: quick daily walk-by (noise, smell, obvious tracking), weekly half-hour checks (rollers, tension, scraper pressure), and a deeper monthly look (alignment, splice condition, thickness spot-checks). It’s predictable and keeps surprises small.
Spec essentials: matching rubber, carcass, and geometry
Rubber is the face; the carcass is the backbone. Pairing them well matters more than chasing exotic compounds. Think in systems:
Carcass choice: Fabric (EP/NN) for versatility and repairability; steel cord for long, high-tension runs with minimal stretch.
Tension and stiffness: Under-spec and you’ll chase elongation; over-spec and you’ll fight throughing and energy draw.
Pulley diameters and crowning: Respect the bend radius to protect covers and splices; crown to help tracking, not to fix structural errors.
Transfer design: Gentle, centred loading preserves edges and reduces skirt wear.
If you handle hot, sharp fines outdoors, you’re juggling abrasion, heat and UV. Indoors with packaged goods, you can prioritise cleanliness and low rolling resistance. The right answer is usually a pragmatic middle ground, not the beefiest belt on the shelf.
Reliability in practice: small fixes that add up
On a packaging line audit, we found black dust under the return run and a belt that “sang” at speed. The culprit wasn’t mysterious: misaligned frames and a glazed drive. We re-squared the structure, swapped lagging, and reset scraper pressure. No heroics—just patient basics. The belt ran quieter, carryback eased, and the team stopped chasing a phantom “bad compound.” That pattern shows up everywhere: get geometry, scraping, and tension right, and the rubber you choose can do its job for longer between interventions.
Use a handheld temp gun on the drive and take-up to catch heat-related slip early.
Log carryback over a set distance as a simple cleanliness KPI.
Keep a photo record of splices; visual trends beat vague recollection.
Fix the cause of mistracking before adding more trainers.
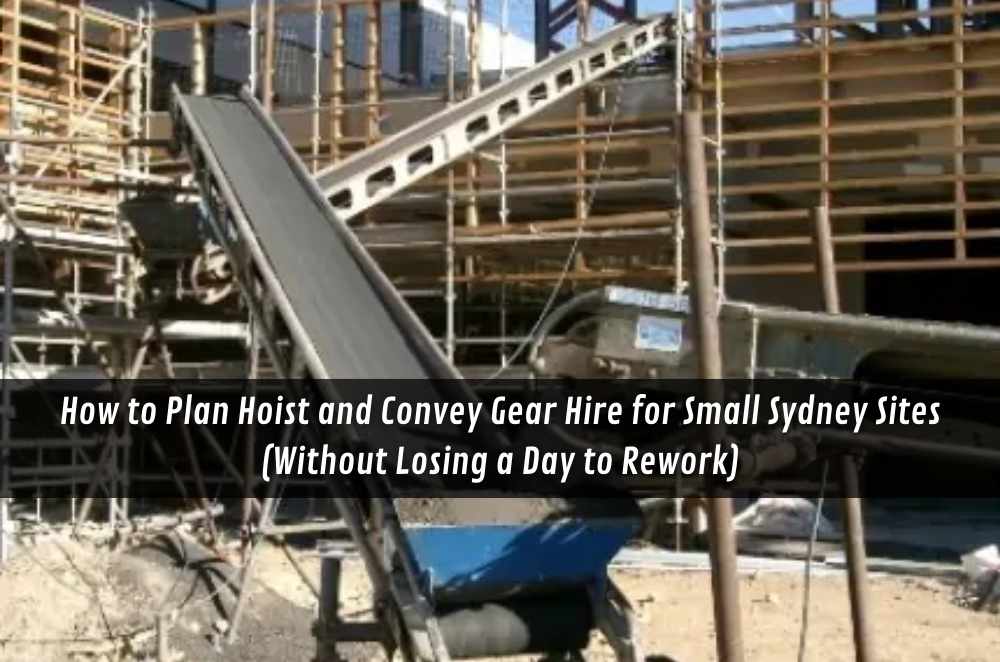
Choosing vendors and systems that scale
Buying in isolation can create maintenance headaches when the layout changes later. It’s better to think ahead — about future bays, new materials, and how easily the belt can be serviced. A modular frame, consistent components, and smart access points make the difference between a quick fix and a full shutdown. Many operators take cues from the balanced approach of CHS conveyor systems, where efficiency and maintainability are treated as design essentials rather than afterthoughts. That mindset keeps maintenance crews efficient, equipment reliable, and production steady even as demands shift.
Ask for minimum pulley diameters and bend tests, not just marketing grades.
Confirm spare part interchangeability across the plant.
Specify access clearances around scrapers and skirts in millimetres, not “good access.”
Align belt spec with realistic take-up travel and expected surge loads.
Condition-based care and troubleshooting
A belt tells you when it’s unhappy. Glazing near the drive hints at a slip or heat. Feathered edges point to off-centre loading or misalignment. A wobble at the splice suggests thickness variation or crown issues. Training crews to notice those small signals—and giving them a simple log to record them—keeps little issues from maturing into shutdowns. I’ve seen operators diagnose a dragging return roller by ear mid-shift and save a belt from a nasty groove. That kind of vigilance grows when the checks are short, clear, and tied to visible outcomes on the machine.
Treat dust as an abrasive: keep it off return rollers before it becomes a belt-eater.
Set skirt pressure to seal, not to grind; use wear liners where impact is highest.
Revisit drop height and centreline after any upstream change; geometry drift creeps in over time.
Verify tension with a meter, not guesswork—feel lies when the belt is hot.
Final thoughts
Durable conveyor performance rarely depends on one special compound. It’s a balance — choosing belt rubber that suits your material and temperature, pairing it with a carcass that holds shape, and maintaining it through small, consistent routines. When plants plan ahead with this mindset, systems run cleaner, safer, and with fewer surprises.
For operations expecting growth or layout changes, flexible designs built around modular conveyor systems make future adjustments far simpler. They allow teams to reconfigure sections or extend lines without major overhauls, saving both downtime and disruption. The ability to adapt equipment to new products or processes has become a quiet advantage in modern facilities, keeping production reliable even as the business evolves.






Write a comment ...